
Industrial Floor Coatings Market Report by Resin Type (Epoxy, Polyurethane, Hybrid, and Others), Component (One-Component, Two-Component, Three-Component, Four-Component, Five-Component), Flooring Material (Concrete, Mortar, Terrazzo, and Others), Technology (Water-Borne, Solvent-Borne), End Use (Manufacturing, Aviation and Transportation, Food Processing, Science and Technology, and Others), and Region 2026-2034
Market Overview:
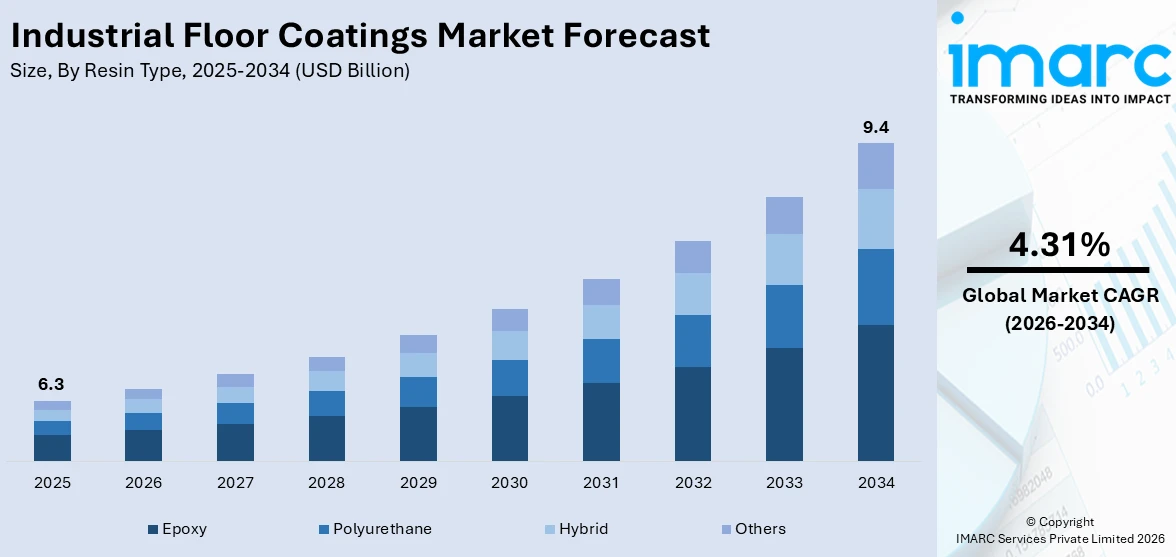
The global industrial floor coatings market size reached USD 6.3 Billion in 2025. Looking forward, IMARC Group expects the market to reach USD 9.4 Billion by 2034, exhibiting a growth rate (CAGR) of 4.31% during 2026-2034. Asia Pacific represents the largest region owing to the heightened need for durable flooring solutions that can withstand heavy machinery and production processes. Additionally, the rising industrialization, the increasing demand for floor protection, rising strict safety regulations, aesthetic improvement, the introduction of new coatings with improved properties, the growing need to upgrade and renovate existing industrial spaces, and infrastructure development are some of the major factors propelling the market.
|
Report Attribute
|
Key Statistics
|
|---|---|
|
Base Year
|
2025 |
|
Forecast Years
|
2026-2034
|
|
Historical Years
|
2020-2025
|
| Market Size in 2025 | USD 6.3 Billion |
| Market Forecast in 2034 | USD 9.4 Billion |
| Market Growth Rate (2026-2034) | 4.31% |
Industrial floor coatings are protective layers applied to floors in commercial and industrial settings to enhance their durability, safety, and functionality. These coatings are typically made of various materials, including epoxy, polyurethane, and concrete sealers. They serve several purposes, such as providing resistance to chemicals, abrasion, and impact, making the floor easier to clean, and improving its aesthetic appearance. Industrial floor coatings are widely used in manufacturing facilities, warehouses, laboratories, and other industrial spaces where the floor is subjected to heavy traffic, harsh conditions, or specific operational requirements. They contribute to prolonging the lifespan of the floor and ensuring a safer and more productive working environment.
To get more information on this market Request Sample
Rapid industrialization represents one of the key factors driving the growth of the market across the globe. As industries expand globally, the demand for industrial floor coatings rises. Manufacturing, automotive, aerospace, pharmaceutical, and food processing industries, among others, require protective and durable flooring solutions. Floor coatings provide a robust shield against wear and tear, chemical exposure, and abrasion, leading to prolonged floor life and reduced maintenance costs. Stringent safety regulations necessitate slip-resistant and easy-to-clean floor coatings, ensuring safe working conditions and compliance with occupational safety requirements. Floor coatings offer not only protection but also aesthetic enhancements. Various colors and finishes are available to create visually appealing workspaces which is contributing to the market growth. Coated floors are easier to clean and maintain, minimizing downtime and upkeep expenses in industrial facilities. The need to upgrade and renovate existing industrial spaces drives demand for floor coatings as a cost-effective way to enhance flooring performance and aesthetics. Ongoing infrastructure projects, including warehouses, logistics centers, and manufacturing facilities, are creating a positive outlook for the market across the globe.
Industrial Floor Coatings Market Trends:
Upsurge in Demand for Long-lasting and Durable Flooring Solutions
The industrial floor coatings market is experiencing rapid growth as industries keep demanding flooring solutions that provide durability and wear and tear resistance. Industries are mostly using coatings that can resist heavy machinery, footfall, and the abrasive conditions in industrial units. With the industries aiming to save maintenance costs and extend the lifespan of their floors, the demand for industrial floor coatings that provide long-term protection is increasing. The coatings are also being formulated to be chemical, stain, and impact resistant, which is also driving the market growth. Sectors like automotive, manufacturing, and logistics are constantly on the lookout for improved alternatives to conventional flooring options, presenting a huge opportunity for innovative floor coatings in the market. IMARC Group predicts that the global logistics market is projected to attain USD 8.07 Trillion by 2033.
Technological Developments in Coating Materials
Ongoing technological developments are revolutionizing the market by bringing in new and advanced coating materials. The manufacturers continue to develop new products to make floor coatings harder, more flexible, and resistant to very high or low temperatures, water, and chemicals. Improved formulations such as epoxy, polyurethane, and polyaspartic coatings are becoming popular owing to their superior characteristics such as quick curing, improved adhesion, and higher resistance to abrasions. These advances in technology are making industries access more cost-saving, sustainable, and efficient options for their flooring requirements, further driving the growth of the market. Besides that, green materials are being formulated that are becoming popular because of the growing environmental issues and regulations on harmful chemicals. In 2024, Evonik launched a new fast-curing and UV-resistant epoxy curing component that offered enhanced mechanical strength and abrasion resistance, along with color stability.
Environmental and Sustainability Concerns
The call for sustainability is continually shaping the industrial floor coatings industry. Industry is searching increasingly for environment friendly, low-volatile organic compound (VOC), and non-toxic coatings that adhere to environmental regulations. Environmental agencies across the globe are implementing stricter environmental laws, and industry is following suit by implementing green solutions that have minimal environmental footprints. Industry is reacting by creating water-based, low-emission, and biodegradable floor coatings that are gaining popularity among industries with emphasis on sustainability. Increased demand for green coatings, combined with governments and consumers pressurizing companies to be more environmentally friendly, is constantly pushing the industrial floor coatings market in terms of innovation and growth. In 2024, AkzoNobel Wood Coatings, in collaboration with the Chemcraft brand, presented at the AWFS Fair 2025 in Las Vegas to highlight the latest developments in wood finishing, featuring high-performance offerings for OEMs and distributors, innovative color trends, and an expanding range of sustainable solutions. AkzoNobel Wood Coatings will showcase exceptional technologies from the ArmorLux™ line, including the ArmorLux™ LVT series, tailored specifically for flooring.
Industrial Floor Coatings Market Growth Drivers:
Expansion in the Manufacturing and Construction Industries
The continuous growth of the manufacturing and construction industries is creating the need for industrial floor coatings. As construction continues to increase globally, there exists an increasing demand for floor coatings that are protective and durable in high-load and high-traffic areas. Industrial floor coatings are critical in production plants, warehouses, and manufacturing facilities where heavy machines and ongoing movement are bound to damage floors. Increased use of automation and robotics in production also heightens the demand for floorings resistant to the stress of automated systems and machinery. As the construction and production industries keep expanding, demand for advanced industrial floor coatings is likely to grow, contributing largely to the growth of the market.
Increased Emphasis on Safety and Compliance Standards
Industries are constantly emphasizing increased safety at workplaces, especially at areas that can lead to slips, trips, and falls. Industrial floor coatings that provide increased traction, anti-slip, and chemical resistance are increasingly being used to increase safety levels. Governments of most areas are constantly implementing tighter regulations and safety standards to create a secure working environment. Industries are reacting by opting for floor coatings that ensure safety compliance and minimize workplace accidents. Moreover, coatings are being made to offer flame resistance and inhibit fire propagation, ensuring safety compliance and further accelerating demand for specialized industrial floor coatings. As safety becomes a top concern in various industries, the industrial floor coatings market is further expanding.
Heightened Emphasis on Aesthetic Appeal
Aesthetic value of industrial areas is increasingly a decision driver in choosing flooring solutions. Industries are always on the lookout for coatings that, in addition to protection, add to the aesthetic value of the premises. This is particularly true in sectors such as hospitality, retail, and healthcare, where a clean environment with great visual appeal contributes to customer satisfaction and company image. Industrial floor coatings are being engineered with differing finishes, colors, and patterns that enable companies to match their floor with their corporate branding and interior design style. With the need for attractive industrial environments continuing to grow, the demand for state-of-the-art coatings that can be customized is constantly propelling the industry forward.
Industrial Floor Coatings Industry Segmentation:
IMARC Group provides an analysis of the key trends in each segment of the global industrial floor coatings market report, along with forecasts at the global, regional, and country levels for 2026-2034. Our report has categorized the market based on resin type, component, flooring material, technology, and end use.
Breakup by Resin Type:
- Epoxy
- Polyurethane
- Hybrid
- Others
Epoxy dominates the market
The report has provided a detailed breakup and analysis of the market based on the resin type. This includes epoxy, polyurethane, hybrid, and others. According to the report, epoxy accounted for the largest market share.
Epoxy coatings are renowned for their exceptional durability and longevity. They can withstand heavy machinery, foot traffic, and chemical exposure, making them ideal for industrial settings where floors endure significant wear and tear. This longevity reduces the need for frequent floor repairs or replacements, leading to cost savings. Epoxy coatings offer high chemical resistance, protecting the underlying concrete from corrosive substances commonly found in industrial environments. This resistance is vital in industries such as manufacturing, chemical processing, and pharmaceuticals. Epoxy-coated floors are easy to clean and maintain. They are resistant to stains, spills, and dirt accumulation, reducing maintenance costs and downtime in industrial facilities. Epoxy coatings can be formulated to provide slip-resistant surfaces, improving workplace safety by preventing accidents and falls. Epoxy coatings come in various colors and finishes, allowing businesses to customize their flooring for both practical and aesthetic reasons. This flexibility enhances the overall appearance of industrial spaces.
Breakup by Component:
- One-Component
- Two-Component
- Three-Component
- Four-Component
- Five-Component
A detailed breakup and analysis of the market based on the component has also been provided in the report. This includes one-component, two-component, three-component, four-component, and five-component.
One-component coatings are user-friendly and easy to apply, making them a popular choice for DIY projects and small-scale applications where a simple and quick installation is desired. These coatings are often more cost-effective than two-component systems due to their simplified application process, making them appealing for budget-conscious projects. One-component coatings typically have faster curing times, allowing for quicker project completion and reduced downtime in industrial settings. Unlike two-component coatings that require mixing, one-component coatings are pre-mixed, reducing the risk of material wastage and ensuring consistent quality. They are well-suited for small to medium-sized projects, where the simplicity of application is a priority. One-component coatings are accessible to DIY enthusiasts and small contractors who may not have access to complex mixing equipment or extensive training.
Two-component coatings offer exceptional durability and longevity, making them ideal for industrial environments where floors are subjected to heavy machinery, foot traffic, and chemical exposure. They provide robust protection against wear and tear. These coatings excel in chemical resistance, safeguarding against corrosive substances common in industries like manufacturing, chemical processing, and pharmaceuticals. Two-component systems can be customized to meet specific performance requirements, including enhanced abrasion resistance and impact resistance, making them suitable for demanding industrial applications. They can withstand extreme temperatures, making them suitable for use in environments with temperature fluctuations, such as food processing and cold storage facilities. Two-component coatings are easy to clean and require minimal maintenance, reducing long-term upkeep costs for industrial facilities. These coatings offer a range of aesthetic options, including color choices and finishes, allowing businesses to customize their flooring for both practical and visual requirements.
Three-component coatings allow for precise customization of properties, such as enhanced chemical resistance, high-temperature tolerance, and extreme durability. Industries with unique or exceptionally demanding conditions, such as chemical manufacturing or aerospace, seek these coatings to meet their specific performance needs. Facilities exposed to complex or harsh environments often require the advanced protection provided by three-component coatings. This includes settings with exposure to aggressive chemicals, extreme temperatures, or frequent heavy machinery use. Three-component systems are known for their longevity and minimal maintenance requirements. Industries seeking long-term flooring solutions that minimize downtime and maintenance costs opt for these coatings. Certain industries, such as pharmaceuticals and electronics manufacturing, have strict regulatory requirements related to cleanliness and contamination control. Three-component coatings can be tailored to meet these standards. Research and development (R&D) facilities, laboratories, and cleanroom environments often utilize three-component coatings to ensure a contamination-free and controlled workspace.
Four-component systems offer an unprecedented level of customization in terms of performance attributes, including chemical resistance, heat resistance, and mechanical strength. This level of tailoring is essential for industries with unique operating conditions. Industries dealing with extreme conditions, such as high-temperature operations, intense chemical exposure, or stringent cleanliness standards, require coatings with exceptional performance. Four-component coatings can be precisely engineered to meet these demanding criteria. In sectors like aerospace, microelectronics, and semiconductor manufacturing, where cutting-edge technology is employed, four-component coatings may be used to ensure the highest level of cleanliness, contamination control, and chemical protection. Industries subject to strict regulatory standards, such as pharmaceuticals and biotechnology, often require coatings that meet these standards precisely, including those related to sterility and hygiene. Facilities involved in advanced research and development often choose four-component coatings to maintain controlled environments, prevent contamination, and protect sensitive equipment.
Five-component systems offer an unparalleled level of precision in terms of tailoring coatings to meet specific requirements, including chemical resistance, thermal resistance, and mechanical strength, making them suitable for advanced applications. In industries like pharmaceuticals, biotechnology, and semiconductor manufacturing, maintaining ultra-high levels of cleanliness, sterility, and contamination control is essential. Five-component coatings may be employed to meet these rigorous standards. Laboratories and facilities engaged in cutting-edge research and development (R&D) often require pristine and highly controlled environments, which five-component coatings can help maintain. Industries subject to stringent regulatory guidelines related to cleanliness, purity, and safety may turn to five-component coatings to ensure full compliance. Industries operating in exceptionally harsh environments, such as chemical processing plants dealing with highly corrosive substances, nuclear facilities, or facilities with extreme temperature variations, may require the unparalleled performance and protection provided by five-component coatings.
Breakup by Flooring Material:
- Concrete
- Mortar
- Terrazzo
- Others
Concrete represents the largest market segment
A detailed breakup and analysis of the market based on the flooring material has also been provided in the report. This includes concrete, mortar, terrazzo, and others. According to the report, concrete accounted for the largest market share.
Concrete is renowned for its inherent durability, and when coated with the right industrial floor coatings, it becomes even more resilient. Industries seeking long-lasting and cost-effective flooring solutions turn to concrete. Concrete can be used as a base material for various types of industrial floor coatings, including epoxy, polyurethane, and hybrid systems. This versatility allows businesses to choose coatings that best suit their specific operational needs. Concrete is a cost-effective flooring material compared to alternatives like tile or natural stone. When coated with industrial floor coatings, it offers an economical solution with reduced long-term maintenance expenses. Concrete can be customized with a variety of coatings, colors, and finishes, allowing businesses to tailor their flooring to meet practical and aesthetic requirements. Concrete floors can be prepared and coated relatively quickly, minimizing downtime during installation, which is crucial for industries aiming to maintain continuous operations.
Breakup by Technology:
- Water-Borne
- Solvent-Borne
Water-borne represents the largest market segment
A detailed breakup and analysis of the market based on the technology has also been provided in the report. This includes water-borne and solvent-borne. According to the report, water-borne accounted for the largest market share.
Water-borne coatings have lower levels of volatile organic compounds (VOCs) compared to solvent-based alternatives, aligning with environmental regulations and sustainability goals. Industries increasingly prioritize eco-friendly solutions to reduce their environmental footprint. Water-borne coatings emit fewer harmful fumes and odors during application, creating a safer and more comfortable working environment for employees. This is especially important in industrial settings where workers are near the coating process. Strict environmental regulations in many regions require industries to use coatings with low VOC content. Water-borne coatings help businesses comply with these regulations, avoiding potential fines and penalties. Reduced exposure to harmful chemicals benefits the health and well-being of workers, contributing to improved workplace conditions. Water-borne coatings are user-friendly and can be applied with standard equipment, reducing the need for specialized tools and training. This simplifies the application process and minimizes downtime. Water-borne coatings typically have faster drying times, allowing for faster project completion and reduced operational disruptions.
Breakup by End Use:
Access the comprehensive market breakdown Request Sample
- Manufacturing
- Aviation and Transportation
- Food Processing
- Science and Technology
- Others
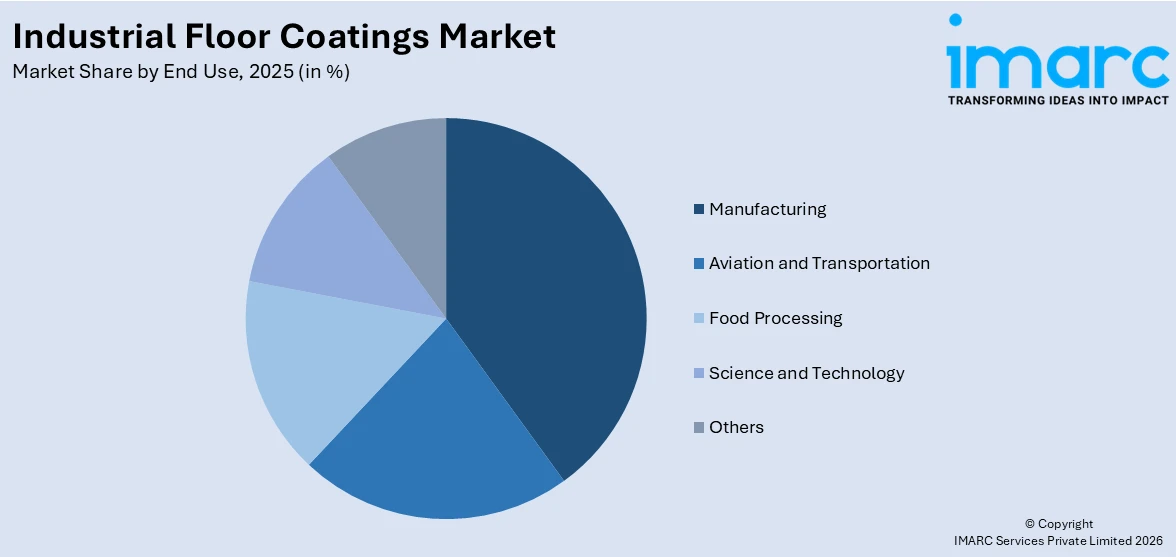
Manufacturing represents the largest market segment
A detailed breakup and analysis of the market based on the end use has also been provided in the report. This includes manufacturing, aviation and transportation, food processing, science and technology, and others. According to the report, manufacturing accounted for the largest market share.
In the manufacturing industry, industrial floor coatings play a crucial role, offering numerous benefits that enhance efficiency, safety, and the overall work environment. Primarily, industrial floor coatings provide a durable and protective surface that can withstand the heavy machinery, equipment, and vehicle traffic common in manufacturing facilities. They shield the underlying concrete or substrate from wear and damage. Many manufacturing processes involve the use of chemicals, oils, and solvents. Industrial floor coatings can be formulated to resist these substances, preventing damage and corrosion to the floor. Coatings can be designed to provide slip-resistant surfaces, reducing the risk of accidents in manufacturing areas where spills or wet conditions are common. In industries requiring stringent cleanliness standards, such as food processing or pharmaceuticals, industrial floor coatings with smooth, seamless finishes are used to create hygienic and easy-to-clean surfaces.
Breakup by Region:
- North America
- United States
- Canada
- Europe
- Germany
- France
- United Kingdom
- Italy
- Spain
- Others
- Asia Pacific
- China
- Japan
- India
- South Korea
- Australia
- Indonesia
- Others
- Latin America
- Brazil
- Mexico
- Others
- Middle East and Africa
Asia Pacific represents the largest market segment
The report has also provided a comprehensive analysis of all the major regional markets, which include North America (the United States and Canada); Europe (Germany, France, the United Kingdom, Italy, Spain, and others); Asia Pacific (China, Japan, India, South Korea, Australia, Indonesia, and others); Latin America (Brazil, Mexico, and others); and the Middle East and Africa. According to the report, Asia Pacific accounted for the largest market share.
Asia Pacific is a global manufacturing hub, with industries, such as automotive, electronics, and chemicals driving the need for durable flooring solutions that can withstand heavy machinery and production processes. Heightened awareness of workplace safety and compliance with environmental regulations is encouraging the adoption of floor coatings that provide slip resistance and chemical resistance. The region's expanding food and beverage industry requires hygienic and easy-to-clean flooring solutions, boosting the demand for industrial coatings. Continuous advancements in coating technology, including low-VOC and high-performance options, are attracting businesses seeking cost-effective and sustainable solutions. Rapid urbanization and infrastructure projects in countries like China and India are creating a robust demand for industrial floor coatings in commercial and industrial spaces.
Competitive Landscape:
Key players are investing heavily in research and development to create innovative coatings with enhanced performance attributes. This includes developing environmentally friendly options, such as low-VOC and sustainable coatings. Many players continuously expand their product portfolios to offer a wide range of coatings tailored to different industrial needs. This includes coatings for specific industries like manufacturing, food processing, and healthcare. To tap into emerging markets and diversify their customer base, key players expand their presence globally through partnerships, acquisitions, and distribution networks. Understanding the importance of customization, companies offer tailored solutions to meet the unique requirements of clients, such as specific performance attributes or aesthetic preferences. Major players are increasingly adopting sustainable practices in their manufacturing processes and promoting environmentally friendly coatings, aligning with global sustainability trends. Collaborations with other industry stakeholders, including raw material suppliers and contractors, help streamline supply chains and improve product offerings.
The report has provided a comprehensive analysis of the competitive landscape in the market. Detailed profiles of all major companies have also been provided. Some of the key players in the market include:
- Akzo Nobel N.V.
- ArmorPoxy
- Asian Paints PPG Pvt. Ltd.
- Axalta Coating Systems Ltd.
- BASF SE
- CPC Floor Coatings
- Kansai Nerolac Paints Limited (Kansai Paints Co Ltd)
- Plexi-Chemie Inc
- RPM International Inc.
- Sika AG
- The Lubrizol Corporation (Berkshire Hathaway)
- The Sherwin-Williams Company
Industrial Floor Coatings Market News:
- August 2025: Asian Paints Limited has prolonged its joint venture collaboration with PPG Group for another 15 years, extending it from 2026 to 2041. The 50:50 arrangement stays the same for PPG Asian Paints Private Limited (PPGAP) and Asian Paints PPG Private Limited (APPPG). PPG holds management authority over PPGAP, whereas Asian Paints has control over APPPG. The joint ventures will keep providing services to industrial, protective, marine, packaging, automotive, and powder coatings clients in India. The extension preserves the current governance framework, allowing each partner to appoint two directors to the board of every joint venture company.
- July 2025: Dunn-Edwards Corporation has unveiled the ULTRASHIELD – a line of robust industrial maintenance coatings created specifically for professionals. ULTRASHIELD provides an unparalleled solution for commercial, water and wastewater, highway and bridge, healthcare, and numerous other projects through three distinct coating options, enhancing the durability of surfaces, structures, and equipment.
- January 2025: Sunflower Industrial today revealed the purchase of a majority stake in Desco Floor Systems, which is one of the top commercial and industrial installers of resinous polymer systems and polished concrete in the country, located northeast of Indianapolis in Fortville, Indiana. Sunflower Industrial, located in Kansas City, is the parent company of Epoxy Coating Specialists ("ECS"), which specializes in resinous polymer systems and polished concrete installation in Kansas City, Kansas.
- April 2024: Westlake Corporation revealed today that Westlake Epoxy will introduce various new epoxy products with reduced yellowing at the American Coatings Show 2024, taking place in Indianapolis, Indiana (USA) from April 30 to May 2, 2024. Westlake Epoxy is additionally featuring an ultra-low yellowing cycloaliphatic amine curing agent for decorative flooring coatings. Curing Agent RSC-4729 offers excellent yellowing resistance and enhanced gloss retention when combined with standard Bis-A or Bis-F epoxy resins.
Industrial Floor Coatings Market Report Scope:
| Features | Details |
|---|---|
| Base Year of the Analysis | 2025 |
| Historical Period | 2020-2025 |
| Forecast Period | 2026-2034 |
| Units | Billion USD |
| Scope of the Report | Exploration of Historical and Forecast Trends, Industry Catalysts and Challenges, Segment-Wise Historical and Predictive Market Assessment:
|
| Resin Types Covered | Epoxy, Polyurethane, Hybrid, Others |
| Components Covered | One-Component, Two-Component, Three-Component, Four-Component, Five-Component |
| Flooring Materials Covered | Concrete, Mortar, Terrazzo, Others |
| Technologies Covered | Water-Borne, Solvent-Borne |
| End Uses Covered | Manufacturing, Aviation and Transportation, Food Processing, Science and Technology, Others |
| Regions Covered | Asia Pacific, Europe, North America, Latin America, Middle East and Africa |
| Countries Covered | United States, Canada, Germany, France, United Kingdom, Italy, Spain, China, Japan, India, South Korea, Australia, Indonesia, Brazil, Mexico |
| Companies Covered | Akzo Nobel N.V., ArmorPoxy, Asian Paints PPG Pvt. Ltd., Axalta Coating Systems Ltd., BASF SE, CPC Floor Coatings, Kansai Nerolac Paints Limited (Kansai Paints Co Ltd), Plexi-Chemie Inc, RPM International Inc., Sika AG, The Lubrizol Corporation (Berkshire Hathaway), The Sherwin-Williams Company, etc. |
| Customization Scope | 10% Free Customization |
| Post-Sale Analyst Support | 10-12 Weeks |
| Delivery Format | PDF and Excel through Email (We can also provide the editable version of the report in PPT/Word format on special request) |
Key Questions Answered in This Report:
- How has the global industrial floor coatings market performed so far, and how will it perform in the coming years?
- What are the drivers, restraints, and opportunities in the global industrial floor coatings market?
- What is the impact of each driver, restraint, and opportunity on the global industrial floor coatings market?
- What is the breakup of the market based on the resin type?
- Which is the most attractive resin type in the industrial floor coatings market?
- What is the breakup of the market based on the component?
- Which is the most attractive component in the industrial floor coatings market?
- What is the breakup of the market based on the flooring material?
- Which is the most attractive flooring material in the industrial floor coatings market?
- What is the breakup of the market based on technology?
- Which is the most attractive technology in the industrial floor coatings market?
- What is the breakup of the market based on the end use?
- Which is the most attractive end use in the industrial floor coatings market?
- What is the competitive structure of the global industrial floor coatings market?
- Who are the key players/companies in the global industrial floor coatings market?
Key Benefits for Stakeholders:
- IMARC’s report offers a comprehensive quantitative analysis of various market segments, historical and current market trends, market forecasts, and dynamics of the industrial floor coatings market from 2020-2034.
- The research study provides the latest information on the market drivers, challenges, and opportunities in the global industrial floor coatings market.
- The study maps the leading, as well as the fastest-growing, regional markets. It further enables stakeholders to identify the key country-level markets within each region.
- Porter's five forces analysis assist stakeholders in assessing the impact of new entrants, competitive rivalry, supplier power, buyer power, and the threat of substitution. It helps stakeholders to analyze the level of competition within the industrial floor coatings industry and its attractiveness.
- Competitive landscape allows stakeholders to understand their competitive environment and provides an insight into the current positions of key players in the market.
Need more help?
- Speak to our experienced analysts for insights on the current market scenarios.
- Include additional segments and countries to customize the report as per your requirement.
- Gain an unparalleled competitive advantage in your domain by understanding how to utilize the report and positively impacting your operations and revenue.
- For further assistance, please connect with our analysts.
 Request Customization
Request Customization
 Speak to an Analyst
Speak to an Analyst
 Request Brochure
Request Brochure
 Inquire Before Buying
Inquire Before Buying
Benefits of Customization
- Personalize this research
- Triangulate with your data
- Get data as per your format and definition
- Gain a deeper dive into a specific application, geography, customer, or competitor
- Any level of personalization
Get in Touch With Us
UNITED STATES
Phone: +1-201-971-6302
INDIA
Phone: +91-120-433-0800
UNITED KINGDOM
Phone: +44-753-714-6104
Email: [email protected]
Client Testimonials


.webp)















