Vitamin B12 Manufacturing Cost Analysis: Small Molecule, Strategic Economics

What is Vitamin B12?
Vitamin B12, or cobalamin, is a water-soluble vitamin that contains the metal cobalt and is a micronutrient required by the human body. It acts as a coenzyme in the synthesis of DNA, the production of red blood cells, and the functioning of the nervous system. It has a corrin ring structure with a central cobalt atom and several biological forms, such as methylcobalamin and adenosylcobalamin. Interestingly, vitamin B12 is produced only by certain microorganisms and is found naturally in animal products. In the human body, it is a key component in the metabolism of homocysteine and the maintenance of myelin sheaths, thus playing a vital role in the functions of the brain, energy, and the hematological system.
Key Applications Across Industries:
Vitamin B12 has numerous applications in the pharmaceutical, dietary supplement, and food industries, as well as in animal feed. In the pharmaceutical industry, it is mainly used for the treatment and prevention of megaloblastic anemia, pernicious anemia, and neuropathies due to vitamin B12 deficiency. Injectable preparations of cyanocobalamin and hydroxocobalamin are widely used for the rapid treatment of severe deficiency, especially in patients with malabsorption syndromes or post-gastrointestinal surgery patients. Oral and sublingual preparations are also popular for long-term use.
In the nutraceutical market, vitamin B12 is added to multivitamin tablets, B-complex capsules, functional drinks, gummies, and energy supplements. It is often touted as a prominent ingredient in products aimed at fatigue management, brain health, and metabolism. With the rising trend of plant-based diets, vitamin B12 supplements have gained significance, as people following vegan and vegetarian diets are more prone to deficiencies owing to the scarcity of natural sources.
In the food and beverage sector, vitamin B12 is used as a fortifying agent in cereals, plant-based milk alternatives, nutritional yeast, and infant formulas to combat micronutrient deficiencies. Various public health campaigns in different parts of the world advocate the use of vitamin B12 fortification to lower the incidence of anemia. In animal feed, vitamin B12 is used in poultry, swine, and ruminant feed to improve growth performance, feed efficiency, and health, thereby indirectly contributing to improved meat and dairy production.
What the Expert Says: Market Overview & Growth Drivers:
The global vitamins market reached a value of USD 16.4 Billion in 2025. According to IMARC Group, the market is projected to reach USD 25.9 Billion by 2034, at a projected CAGR of 5.07% during 2026-2034.
The vitamin B12 market is driven by a set of factors, both demographic and lifestyle-related. The first major factor is the increasing incidence of vitamin B12 deficiency. Older people are more likely to have lower intrinsic factor secretion, making them more dependent on supplements and prescription drugs. At the same time, the increasing popularity of vegan and flexitarian diets worldwide is systemically driving the demand for external sources of vitamin B12, as vegan diets are not rich in this vitamin.
The increasing awareness of consumers about preventive healthcare and the optimization of micronutrients is another major factor driving the demand for vitamin B12. The awareness created by the pandemic about healthcare and wellness has driven the demand for immune-boosters and energy-boosters, in which vitamin B12 is a major component. The nutraceuticals and functional foods market, especially in the Asia-Pacific and North American markets, has opened up innovation pipelines for products containing bioavailable vitamin B12, such as methylcobalamin.
From an industrial standpoint, the technological advancements in microbial fermentation processes have enhanced production efficiency and scalability, allowing for cost optimization and market penetration. Pharmaceutical-grade vitamin B12 remains poised to benefit from rising cases of anemia and neuropathic diseases, thanks to improved access to healthcare in the emerging markets of developing nations.
In the animal nutrition market, the growing trend of intensified livestock production and the need for productivity enhancement create a sustained demand for B12 in feed premixes. The growing aquaculture industry further fuels incremental demand. Finally, the standardization of regulations and quality standards in the global markets boosts consumer confidence and facilitates the flow of trade in international markets. These factors combined shape a robust yet moderately growth-oriented market environment for vitamin B12 production.

Case Study on Cost Model of Vitamin B12 Manufacturing Plant:
Objective
One of our clients reached out to us to conduct a feasibility study for setting up a medium scale vitamin B12 manufacturing plant.
IMARC Approach: Comprehensive Financial Feasibility
We developed a comprehensive financial model for the setup and operation of a proposed vitamin B12 manufacturing plant in India. This plant is designed to manufacture 2 tons of vitamin B12 annually.
Manufacturing Process: Vitamin B12 production is mainly a microbial fermentation process, as the chemical synthesis of vitamin B12 is not economically feasible on a large scale because of the complexity of the molecule. The process mainly employs genetically modified strains of Pseudomonas denitrificans or Propionibacterium freudenreichii, which are known to produce maximum cobalamin. The process involves the preparation of a seed culture, where the production organism is grown in aseptic conditions and then transferred to large fermentation bioreactors. The fermentation process is carried out under carefully controlled conditions of temperature, pH, aeration, agitation, and nutrient feeding. The media used for fermentation typically contain carbon sources (glucose or molasses), nitrogen sources, cobalt salts (as cobalt is the central metal atom in cobalamin), and specific precursors such as 5,6-dimethylbenzimidazole to increase the yield efficiency. The fermentation time may vary depending on the strain and the process, and it may take several days to allow maximum intracellular B12 accumulation.
After the fermentation process, the downstream processing involves cell separation by centrifugation or filtration. However, because vitamin B12 is mainly found inside the cells, cell breakage is necessary using heat treatment or mechanical disruption to harvest the compound. The crude extract is then subjected to purification processes, which involve precipitation, solvent extraction, and a series of chromatographic steps to eliminate impurities and concentrate the target compound. The purified compound is then converted to a commercial form, such as cyanocobalamin or hydroxocobalamin, through stabilization reactions. The final steps involve crystallization, drying (usually by spray or vacuum drying), milling, and standardized potency adjustment. Rigorous quality control testing, including assay strength, microbial limits, heavy metals, and residual solvents, is performed to meet the regulatory requirements for a pharmaceutical or feed-grade product.
Get a Tailored Feasibility Report for Your Project Request Sample
Raw Material Required:
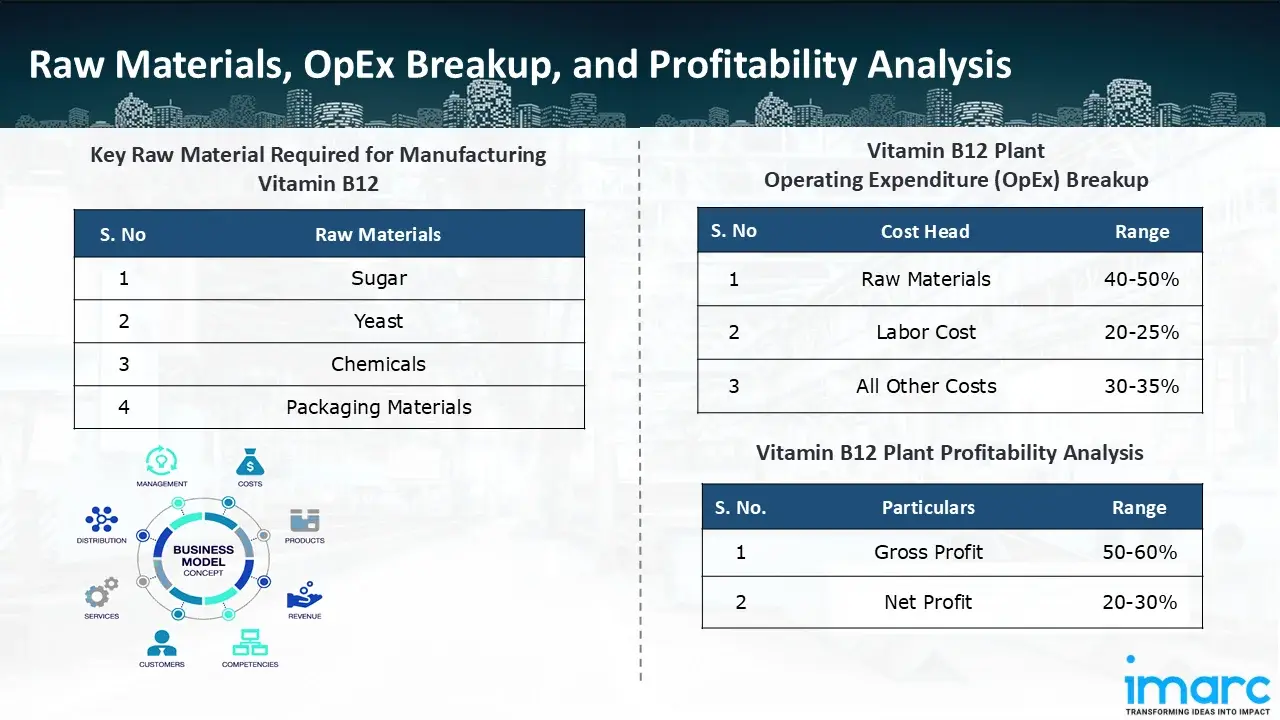
The basic raw materials required for vitamin B12 manufacturing include:
- Sugar
- Yeast
- Chemicals
- Packaging Materials
Machine Section or Lines Required:
- Fermentation
- Extraction
- Purification
- Crystallization
- Drying
- Packing
Techno-Commercial Parameter:
- Capital Expenditure (CapEx): Capital expenditure (CapEx) in a manufacturing plant includes various investments essential for its setup and long-term operations. It covers machinery and equipment costs, including procurement, installation, and commissioning. Civil works expenses involve land development, factory construction, and infrastructure setup. Utilities such as power, water supply, and HVAC systems are also significant. Additionally, material handling systems, automation, environmental compliance, and safety measures are key components. Other expenditures include IT infrastructure, security systems, and office essentials, ensuring operational efficiency and business growth.
- Operating Expenditure (OpEx): Operating expenditure is the cost incurred to operate a manufacturing plant effectively. OpEx in a manufacturing plant typically includes the cost of raw materials, utilities, depreciation, taxes, packing cost, transportation cost, and repairs and maintenance. The operating expenses are part of the cost structure of a manufacturing plant and have a significant effect on profitability and efficiency. Effective control of these costs is necessary for maintaining competitiveness and growth. Furthermore, raw material cost in vitamin B12 manufacturing plant ranges between 40-50%, labor cost ranges between 20% to 25%, and all other costs ranges between 30-35% in the proposed plant.
- Profitability Analysis Year on Year Basis: We assisted our client in developing a detailed cost model, which projects steady growth, with revenue rising throughout the projected period. Moreover, gross profit margins lie between a range of 50-60%, and net profit lie between the range of 20-30% during the income projection years, highlighting strong financial viability and profitability.
Conclusion & IMARC's Impact:
Our financial model for the vitamin B12 manufacturing plant was meticulously developed to meet the client’s objectives, providing an in-depth analysis of production costs, including raw materials, manufacturing, capital expenditure, and operational expenses. By addressing the specific requirements of manufacturing 2 tons of vitamin B12 annually, we successfully identified key cost drivers and projected profitability, considering market trends, inflation, and potential fluctuations in raw material prices. This comprehensive financial model equipped the client with valuable insights into strategic decision-making, demonstrating our commitment to delivering high-quality, client-focused solutions that ensure the long-term success of large-scale manufacturing ventures.
Latest News and Developments:
- In November 2025, a private vitamin B12 injection service has been introduced by Boots in more than 145 locations throughout the UK, providing qualified consumers with an easy approach to control vital nutrient levels and address deficits.
- In February 2024, the United States Food and Drug Administration (U.S. FDA) has approved the release of Cyanocobalamin Nasal Spray, 500 mcg/spray (One Spray per Device), according to global pharmaceutical giant Lupin Limited (Lupin).
Why Choose IMARC?
IMARC's Financial Model Expertise: Helping Our Clients Explore Industry Economics
IMARC is a global market research company that offers a wide range of services, including market entry and expansion, market entry and opportunity assessment, competitive intelligence and benchmarking, procurement research, pricing and cost research, regulatory approvals and licensing, factory setup, factory auditing, company incorporation, incubation services, recruitment services, and marketing and sales.
Under our factory setup services, we assist our clients in exploring the feasibility of their plants by providing comprehensive financial modeling. Additionally, we offer end-to-end consultation for setting up a plant in India or abroad. Our financial modeling includes an analysis of capital expenditure (CapEx) required to establish the manufacturing facility, covering costs such as land acquisition, building infrastructure, purchasing high-tech production equipment, and installation. Furthermore, the layout and design of the factory significantly influence operational efficiency, energy consumption, and labor productivity, all of which impact long-term operational expenditure (OpEx). So, every parameter is covered in the analysis.
At IMARC, we leverage our comprehensive market research expertise to support companies in every aspect of their business journey, from market entry and expansion to operational efficiency and innovation. By integrating our factory setup services with our deep knowledge of industry dynamics, we empower our clients to not only establish manufacturing facilities but also strategically position themselves in highly competitive markets. Our financial modeling and end-to-end consultation services ensure that clients can explore the feasibility of their plant setups while also gaining insights into competitors' strategies, technological advancements, and regulatory landscapes. This holistic approach enables our clients to make informed decisions, optimize their operations, and align with sustainable practices, ultimately driving long-term success and growth.
Our Clients










Contact Us
Have a question or need assistance?
Please complete the form with your inquiry or reach out to us at
Phone Number
+91-120-433-0800+1-201-971-6302
+44-753-714-6104
Previous Post

Japan's dietary supplements industry has become one of the most advanced and innovation-led industries in the world. It is at the nexus of science, culture, and consumer health awareness.
A syringe is a medical instrument that is used to inject fluids into the body or to withdraw fluids from the body. A syringe usually has a cylindrical body, a plunger that moves inside the body to generate pressure or suction, and a nozzle to which a needle can be attached.
Cosmetic surgery in Australia today has evolved into a significant element of the greater beauty and wellness economy. Changing cultural attitudes, advances in medical aesthetics, and the rise of social media over the last ten years have reconstituted the ways in which cosmetic surgery is perceived and undertaken by Australians.
The contact lenses market represents a dynamic segment of the global vision care industry, characterized by continuous innovation and expanding demographic demand.
Brazil's diagnostic imaging equipment market stands at a pivotal moment as Latin America's largest and most dynamic healthcare arena. With substantial investments in hospital modernization, regulatory reforms, and artificial intelligence adoption, the market is transforming rapidly. As providers transition from analog to AI-ready platforms, Brazil emerges as a critical destination for medical device manufacturers seeking growth through the next decade.
The Indian healthcare space has indeed been changing. Telemedicine has emerged as one of the most important drivers of this change. Driving this transformation is the increased adoption of digital tools, growing patient awareness, and the pressing need to make healthcare more accessible across diverse geographies.
The Australia medical aesthetics industry size reached USD 396.4 Million in 2025. Looking forward, the market is expected to reach USD 784.8 Million by 2034, exhibiting a growth rate (CAGR) of 7.89% during 2026-2034. Over the last ten years, the medical aesthetic industry in Australia has transformed from a niche beauty service into a mainstream part of healthcare and wellness.
A rapid diagnostic test (RDT) kit is a medical device designed to quickly detect specific biomarkers, antigens, antibodies, or nucleic acids linked to diseases—typically within minutes and without the need for sophisticated laboratory equipment. These kits often use lateral flow assays, immunochromatographic strips, or rapid molecular testing methods to deliver fast and reliable results.
The Philippines pharmaceutical industry stands as one of Southeast Asia's most dynamic and rapidly expanding healthcare markets in the ASEAN region. With a market valuation reaching USD 3.36 Billion in 2025, the sector demonstrates resilience and tremendous growth potential.
Pharmaceuticals are medical products, substances, or formulations involved in the development, manufacture, and regulation for the prevention, diagnosis, treatment, and management of diseases in humans as well as animals.
The Australia aged care industry stands at a pivotal juncture as the nation grapples with demographic shifts that are reshaping the landscape of elderly care services. With an aging population that continues to expand, Australia faces both unprecedented challenges and remarkable opportunities in delivering quality care to its senior citizens.
The Indian vaccines industry holds an unparalleled position globally, often celebrated as the pharmacy of the world due and its massive production scale and capabilities. It reached INR 113.7 Billion in 2024 according to IMARC Group and it is projected to grow at a CAGR of 8.8% from 2025-2033.
The medical imaging market has reached a transformational phase, driven both by rapid technological advancements and growing demands for precision-driven diagnostics. As health systems worldwide come under increasing pressure to improve patient outcomes while minimizing procedural risks and optimizing clinical workflows, medical imaging has become one of the most important cornerstones of modern medicine.
India’s medical devices industry is on a sustained growth trajectory driven by expanding hospital infrastructure, rising chronic disease burden, stronger local manufacturing supported by government incentives, and a rapidly growing shift toward portable and home care devices.
Pectin represents a naturally occurring polysaccharide mainly extracted from cell walls of fruits (mainly from citrus peel and apple pomace). It is a soluble dietary fiber and a hydrocolloid with gelling, thickening, and stabilizing properties. It is mostly composed of galacturonic acid units.
Paracetamol, also referred to as acetaminophen, is an analgesic and antipyretic compound that is commonly used worldwide for the treatment of mild to moderate pain and the management of fever. The mechanism of action occurs mainly in the central nervous system, where it inhibits the mechanisms that regulate pain and body temperature, but lacks anti-inflammatory properties.
The Australia wellness tourism industry has emerged as a critical segment of the country’s broader travel and hospitality sector. It reflects a growing global emphasis on health, self-care, and holistic well-being, capturing the attention of travelers seeking experiences that combine relaxation, rejuvenation, and personal growth.
The Brazil cardiovascular devices market represents a crucial segment in the country’s healthcare ecosystem, addressing one of the leading causes of morbidity and mortality: cardiovascular diseases. Conditions such as heart attacks, stroke, arrhythmias, and heart failure require ongoing medical intervention and advanced heart disease treatment solutions. With the rising prevalence of cardiovascular disorders, demand for comprehensive cardiac care equipment and innovative treatment modalities is increasing.
India's Ayurvedic products market is experiencing remarkable transformation as consumers increasingly prioritize holistic wellness and natural remedies over conventional alternatives. The convergence of traditional healing wisdom with modern consumer preferences has created a dynamic landscape where herbal medicines, chemical-free personal care products, and immunity-boosting supplements are becoming household staples.
Nicotine pouches are small, smokeless oral delivery products of nicotine, free from tobacco, designed to allow for controlled release of the active principle without burning, vaporizing, or use of traditional tobacco leaves. It consists of a small pouch that contains a matrix made basically from plant fibers, flavorings, pH adjusters, and stabilizers impregnated with nicotine, encased in a permeable material permitting the gradual absorption of the product via the oral mucosa.
The pharmaceutical industry in Japan is among the most advanced globally, recognized for combining innovation, high-quality standards, and patient-centered care. Its extensive value chain includes drug discovery, clinical trials, manufacturing, distribution, marketing, and post-market surveillance. Serving both domestic and international markets, Japanese pharmaceutical companies are respected for regulatory compliance, safety, and reliability, establishing them as trusted global collaborators in drug development.
The pharmaceutical industry in Japan is among the most advanced globally, recognized for combining innovation, high-quality standards, and patient-centered care. Its extensive value chain includes drug discovery, clinical trials, manufacturing, distribution, marketing, and post-market surveillance. Serving both domestic and international markets, Japanese pharmaceutical companies are respected for regulatory compliance, safety, and reliability, establishing them as trusted global collaborators in drug development.
The global healthcare IT industry is on a remarkable upswing, fueled by the surge in preventive care, digital health platforms, and smarter patient management systems. According to IMARC Group, the market hit USD 363.15 Billion in 2024, a clear sign of worldwide adoption. An aging population, the growing comfort with remote care, and the push toward personalized medicine are all speeding this momentum.
The global endoscopy devices market is on a sharp growth path, fueled by the shift toward minimally invasive procedures, the need for early diagnosis, and cutting-edge imaging technologies. IMARC Group reported the market hit USD 50.01 Billion in 2024, underscoring its worldwide acceptance.
The global business-to-business (B2B) payments landscape is experiencing a fundamental transformation that is reshaping how enterprises conduct financial transactions across borders and industries. The market, valued at approximately 1,189.6 Billion in 2024, is projecting remarkable growth with expectations to reach USD 2,189.0 Billion by 2033, exhibiting a CAGR of 7% from 2025-2033. This exponential expansion is signaling a paradigm shift in commercial finance, driven by technological innovation, changing business expectations, and the urgent need for more efficient payment infrastructures.
The smart medical devices market is entering a decade defined by connected care, real-time diagnostics, and patient empowerment. Valued at USD 45.9 Billion in 2024, the market is projected to reach USD 82 Billion by 2033, expanding at a compound annual growth rate (CAGR) of 6.33% between 2025 and 2033 by IMARC Group. This steady rise reflects growing confidence in data-driven healthcare systems, integration of IoT in medical environments, and the increasing role of artificial intelligence in clinical decision-making.
Active Pharmaceutical Ingredients (APIs) are the bioactive molecules of any drug used in pharmaceuticals, which cause the desired therapeutic action in the body of a human being. APIs are the central core of all drugs, chemical or biological and are responsible for the efficacy, strength, and safety of the drug. APIs are synthesized by various complex chemical synthesis, fermentation, biotechnological, or extraction processes based on the type of drug.
A bio medical incinerator is a high-temperature combustion system specialized for biomedical waste disposal by hospitals, clinics, laboratories, and research institutions. Biomedical waste usually consists of infectious waste, pathological waste, sharps, pharmaceuticals, and contaminated disposables that are very hazardous to human health and the environment if not treated.
Obesity, once viewed primarily as a lifestyle choice, is now widely recognized as a complex and chronic disease characterized by excessive body fat accumulation. Its global prevalence is escalating at an alarming rate posing a significant and growing challenge to public health systems worldwide.
Gonorrhea, a sexually transmitted infection caused by the bacterium Neisseria gonorrhoeae, is a major public health issue globally. Reports show that over one million new cases of curable STIs are contracted every day by individuals aged 15 to 49 years, with the majority being asymptomatic.
The 7 major allergic conjunctivitis markets reached a value of USD 2.1 Billion in 2024. Looking forward, IMARC Group expects the 7MM to reach USD 2.9 Billion by 2035, exhibiting a growth rate (CAGR) of 3.00% during 2025-2035.
The healthcare sector is changing rapidly because of the growing demand for better ways to manage chronic diseases. As we move toward 2025 and beyond, digital tools are playing an important role in dealing with conditions like diabetes, heart disease, cancer, and respiratory problems.
The global multivitamin gummies market consists of chewable dietary supplements that are charged with key vitamins and minerals aimed at maintaining general health and wellness. The gummies present a handy, enjoyable, and easy-to-swallow option to classic pills or tablets, hence are predominantly preferred by children and adults who do not like taking pills.
India's pharmaceutical sector is evolving rapidly, supported by the integration of artificial intelligence (AI) across the value chain. As of 2023, India ranked as the third-largest pharmaceutical producer by volume, accounting for 20% of global generic drug exports.
As Lung Cancer Awareness continues to build global momentum in 2025, Artificial Intelligence (AI) is proving to be a transformative force—not only in clinical diagnostics but also in public education and preventive health efforts. Given that lung cancer remains one of the world’s deadliest cancers, accounting for over 1.8 million deaths each year and a five-year survival rate of just 28.4%, the integration of AI marks a critical turning point.
Observed on May 19, Hepatitis Testing Day 2025 emphasizes the need to "Test. Treat. Eliminate," highlighting the gap in diagnosing hepatitis B and C, which cause over 1.3 million deaths annually. Hepatitis remains a major global health threat, on par with HIV, tuberculosis, and malaria. The growing viral hepatitis market <Viral Hepatitis Market Size | Share, Trends - 2034 > reflects rising demand for better diagnostics, treatments, and integrated care. The WHO warns that without faster testing and treatment, the goal of eliminating hepatitis by 2030 may not be achieved, with disparities in diagnostics, particularly in low- and middle-income countries, hindering progress.
Observed on May 8, World Ovarian Cancer Day 2025 carries the theme “No Woman Left Behind,” reinforcing the urgent need to close the gaps in access, diagnosis, treatment, and care across all regions and socioeconomic groups. Ovarian cancer remains one of the deadliest gynecological cancers, often detected too late due to vague symptoms and limited screening tools. The World Ovarian Cancer Coalition projects a 55% rise in annual cases and nearly 70% more deaths by 2050, with the heaviest burden falling on low- and middle-income countries. Equitable access to early diagnostics, genetic testing, and targeted therapies is critical.
In clinics around the world, a concerning pattern is becoming increasingly evident: a growing number of patients are experiencing wheezing, breathlessness, and persistent coughing. This surge reflects a broader global trend. According to the World Health Organization (WHO), more than 260 million people are currently living with asthma, making it one of the most widespread and persistent chronic respiratory conditions globally.
Observed on April 25, World Malaria Day 2025 carries the theme “Accelerating Equity in Malaria Prevention and Cure,” underscoring the urgent need to reach communities still lacking access to life-saving vaccines and diagnostics. While global malaria death rates have seen modest declines, the disease continues to claim the life of one child every minute, highlighting the critical need for swift, equity-driven action
Sulfamethoxazole is a common synthetic antibacterial that is a member of the sulfonamide class of antibiotics. This substance plays a very significant role in modern medicine due to the amazing capabilities offered by the substance for curing infections and bacterial diseases. Trimethoprim and sulfamethoxazole are frequently used together to create the well-known antibiotic co-trimoxazole, which is well-known for its potency against a variety of bacterial infections. It works by preventing the manufacture of folic acid, which is necessary for the growth of bacteria. Sulfamethoxazole is an essential part of modern antibiotic therapy since it has been used to treat lung infections, urinary tract infections, and other common bacterial illnesses.
Healthcare consumables are necessary medical supplies used for patient treatment, diagnostics, and cleanliness in clinics, hospitals, and home care settings. These consist of supplies such as surgical masks, bandages, gloves, syringes, catheters, and disinfectants. Usually, they are disposable or single use to preserve sterility and stop infections. Healthcare consumables are an essential component of the global healthcare ecosystem and are in high demand due to expanding healthcare needs, an increase in operations, infection control measures, and technological improvements.
Catheters are flexible, tubular medical devices designed to access various body cavities, organs, or blood vessels for diagnostic or therapeutic purposes. They can be broadly classified into types based on their application, including urinary catheters, cardiac catheters, and intravenous (IV) catheters. Catheters are commonly used in diverse healthcare settings for managing chronic conditions, enabling fluid drainage, delivering medications, or facilitating minimally invasive surgeries.
Bioinformatics involves applying computational techniques and tools to study and understand biological systems at the molecular level. It is a field of study that combines mathematics, biology, computer science, and statistics to research genomic data and biological networks. The goal is to interpret information from large biological data sets, such as DNA sequences, protein structures, gene expressions, and other high-throughput experimental data. This field provides various products and services, such as knowledge management tools, bioinformatics platforms, and services.
A non-animal model refers to an experimental system or method used in scientific research or testing that does not involve the use of animals. These models are developed to simulate biological processes, test hypotheses, or study diseases without the need for live animals. The aim is often to reduce the reliance on animal testing, which has ethical implications and raises concerns about animal welfare.
Cell therapy involves the transplantation and manipulation of living cells to replace and repair damaged tissue. Its primary branches include stem cell therapy and non-stem cell therapy. Stem cell therapy utilizes stem cells to repair, replace, or rejuvenate damaged or diseased cells and tissues as they possess the ability to differentiate into various specialized cell types, making them valuable for regenerative medicine. Non-stem cell-based therapies typically involve somatic cells isolated from the human body. These cells are propagated, expanded, selected, and then administered to patients for curative, preventive, or diagnostic purposes. On the other hand, gene therapy seeks to treat diseases by introducing, replacing, or inactivating genes within cells.